 化工儀器網
化工儀器網










詳細介紹
西門子KP400顯示屏
 | 6AV2124-1DC01-0AX0 SIMATIC HMI KP400 精智, 精智面板, 按鍵操作, 4" 寬屏 TFT 顯示屏, 一千六百萬色, PROFINET 接口, MPI/PROFIBUS-DP 接口, 4MByte 項目組態存儲器, Windows CE 6.0, 可項目組態的低版本 WinCC Comfort 11版 |
1系統存儲卡介紹
系統存儲卡是精智面板服務方案的一部分。激活服務方案時,可以將設備內存上的所有數據傳輸至系統存儲卡。這些數據包括:操作系統、項目文件、許可證密鑰、 用戶管理和配方。其中為了將配方保存在內存上,組態時應該選擇“Flash”作為存儲路徑。另外精智面板內置的斷電保護機制,能夠保證在設備意外斷電 時系統存儲卡中的過程數據不會丟失。因此當設備出現故障時,將系統存儲卡插入新的相同型號的設備。就可以實現系統的恢復。
系統存儲卡的訂貨號為:6AV2181-8XP00-0AX0。如下圖所示:
圖1系統存儲卡
系統存儲卡在設備的操作界面中不可見。必須將它插入規定的插槽內,操作設備才能識別。精智面板存儲卡插槽的位置如下圖所示(其中②為系統存儲卡的位置):
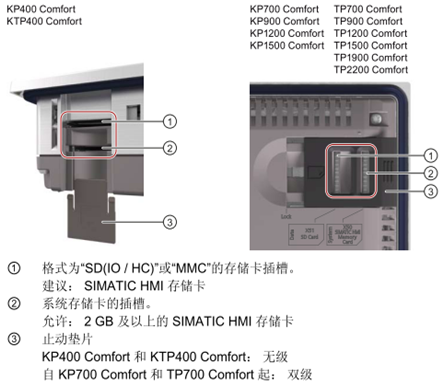
圖2存儲卡插槽的位置
2 測試環境
軟件:WinCC Professional V11 sp2 update5 簡稱 V11
WinCC Profressional V12 sp1 ypdate4 簡稱 V12
WinCC Profressional V13 簡稱 V13
硬件:TP900&KTP700、系統存儲卡(格式為FAT32)
3 如何備份
首先放置系統存儲卡到設備的相應插槽,如果使用的軟件版本是 V11,請在設備控制面板的“OP Properties”選項卡“System Card”中激活服務方案。如下圖所示:
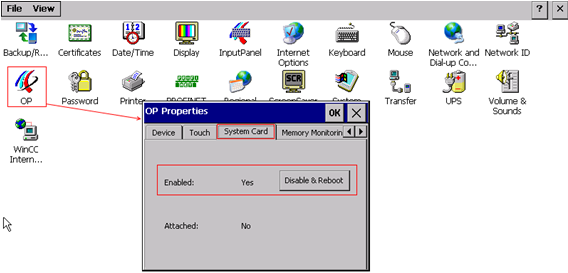
圖3激活服務方案
如果使用的軟件版本是 V12或 V13,請在設備控制面板的“Service & Commissioning”選項卡“Automatic Backup”中激活服務方案。如下圖所示:
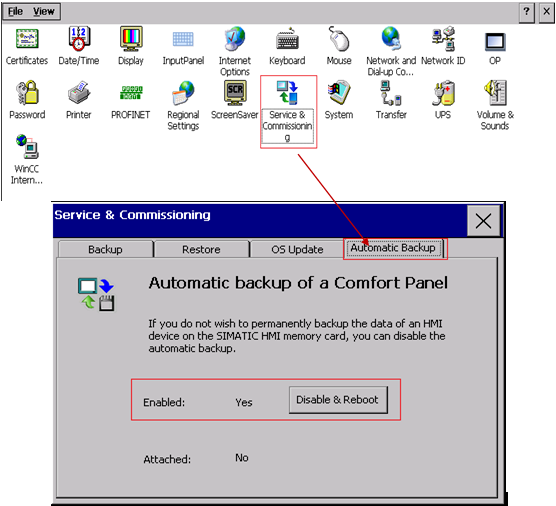
圖4激活服務方案
當插入系統存儲卡后,激活服務方案。設備會彈出如下界面:
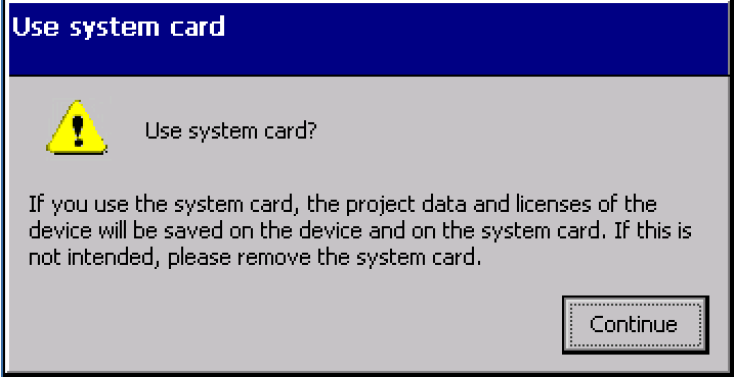
圖5使用系統卡
點擊“Continue”執行備份,會彈出備份過程畫面。如下圖所示:

圖6 備份
該進度執行完后,設備會自動重新啟動。至此完成了程序的*備份。并且設備的服務方案處于激活狀態,系統存儲卡上的數據會連續自動更新。用戶可以在設備控制面板中查看狀態。如下圖所示:
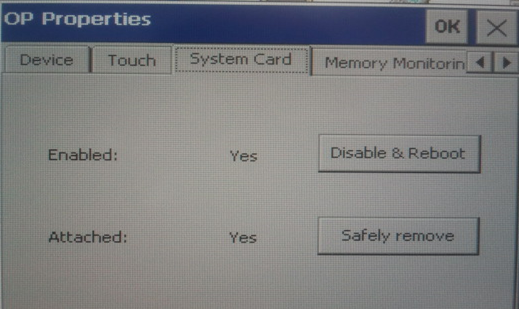
圖7 系統存儲卡狀態(V11)
圖8系統存儲卡狀態(V12或V13)
如果要取出系統存儲卡,請首先點擊圖7或圖8中的“Safely remove”按鈕。當出現如下提示時再取出系統存儲卡。
此時系統存儲卡上已經包含了備份的信息。
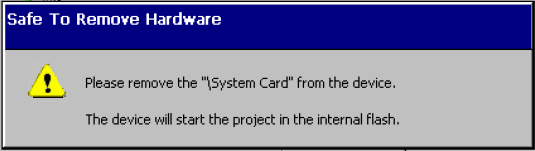
圖9安全取出存儲卡
4 如何恢復
執行恢復操作之前請確保新設備上的服務方案已經激活。參照圖3或圖4所示。當把包含有程序備份的系統存儲卡插入新設備后,
如果新設備上沒有運行程序,啟動設備會出現如下提示界面:
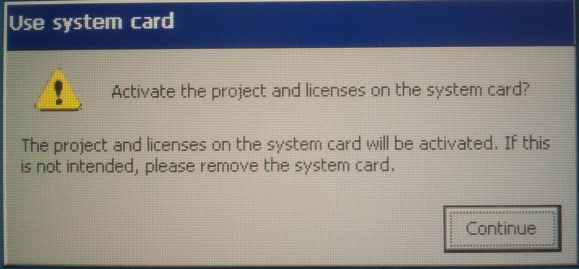
圖10 備份界面
如果新設備上有已經運行的程序,系統會提醒是否執行對當前設備上程序的備份。在此處可以選擇把當前運行的程序備份到
另外的卡上(X51插槽或 USB接口上的存儲卡)。如果想備份當前的程序,激活“Start Backup”后系統會列出當前可用的存儲卡。
選擇相應的存儲卡,然后點擊“Continue”按鈕,系統會先備份當前設備上的程序,然后再接著執行恢復。如下圖所示:
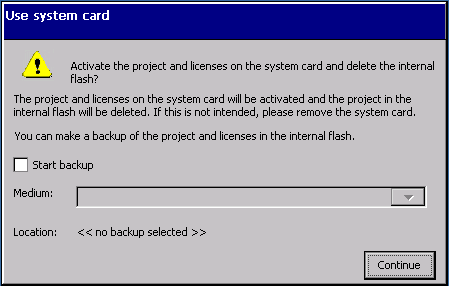
圖11 備份界面
如果不想備份當前設備上運行的程序,直接點擊上述界面的“Continue”按鈕,系統就會執行恢復。恢復界面如下圖所示:
圖12 恢復
未來制造 數字之道
——西門子的數字化體驗
自古以來,有著“天府之國”美譽的成都就是個享受安逸生活的好地方。安逸的生活也許是一眾好友相邀打上一局酣暢淋漓的,或三五成群在寬窄巷子的燈影交錯間對飲一杯清茶。然而在安逸之外,成都也不斷發生著變化,國家“西部大開發”戰略啟動后的十余年間,它已成長為地區生產總值近萬億元的經濟強市。據統計,已有200余家世界500強企業在成都落戶,制造業、電子信息產業的崛起為這座城市增添了科技的標簽。

西門子KP400顯示屏
在這座快速發展的城市中感受到科技為工業帶來的變化并不難。在成都高新西區,有一座看起來“不起眼”的工廠。它外觀低調樸素,內部卻隱藏著巨大。全廠內實現了從管理、產品研發、生產到物流配送全過程的數字化, 并且通過信息技術,與德國生產基地和美國的研發中心進行數據互聯。它是一個完整的數字化企業平臺——西門子工業自動化產品成都生產研發基地(以下簡稱“西門子成都工廠”)。

說起“數字化”,其實并不難理解。在西門子成都工廠研發生產一件新產品,它都會擁有自己的數據信息。這些數據信息在研發、生產、物流的各個環節中被不斷豐富,實時保存在一個數據平臺中。而這座工廠的運行,都是基于這些數據基礎,ERP、PLM(產品全生命周期管理系統)、MES(制造執行系統)、控制系統及供應鏈管理,全部實現了無縫的信息互聯,從而造就出了一幅透明工廠的畫面。

更精彩的是,這個工廠的絕大多數技術來自西門子自身,可謂一座“自己生產自己”的工廠。
數字化研發:協同快速
成都工廠承擔著西門子工業自動化產品研發的角色。之所以能勝任,與NX及Teamcenter等西門子PLM數字化解決方案的全面應用不無關系。研發也是數字化工廠“數據鏈條”的起點,由研發環節產生的數據將在工廠的各個系統間實時傳遞,數據的同步更新避免了傳統制造企業經常出現的由于溝通不暢產生的差錯,也使得工廠的效率大大提升。有數據統計,由于數字化工廠協同快速的研發,可將產品的上市時間縮短50%。
由西門子成都工廠研發的新產品誕生于西門子PLM的產品開發解決方案NX軟件。它支持產品開發中從設計到工程和制造的各個方面,并集成了多學科仿真,還能夠提供全系列*零部件制造應用的解決方案,這是其他計算機輔助設計軟件所無法實現的。研發部門的工程師們可以通過NX軟件進行模擬設計,還可以在設計過程中進行模擬組裝,真正實現“可見即可得”。由于NX軟件的應用而實現的數字化設計,可以大大縮短產品從設計到分析的迭代周期,也減少了多達90%的編程時間。產品開發的時間也就相應縮短了。
在NX軟件中完成設計的產品,都會帶著專屬于自己的數據信息繼續“生產旅程”。這些數據一方面通過CAM(計算機輔助制造系統)向生產線上傳遞,為完成接下來的制造過程做準備,另一方面也被同時“寫”進數字化工廠的數據中心——Teamcenter軟件中,供質量、采購和物流等部門共享。采購部門會依據產品的數據信息進行零部件的采購,質量部門會依據產品的數據信息進行驗收,物流部門則是依據數據信息進行零部件的確認。
共享的數據庫是Teamcenter的大特點。當質量、采購、物流等不同部門調用數據時,他們使用的是共享的文檔庫,并且通過主干快速地連接到各責任方。即使數據發生更新,不同的部門也都能*時間得到新的數據,這就使得西門子成都工廠研發團隊的工作量變得簡單、高效了許多,避免了傳統研發制造企業的研發和生產環節或不同部門之間由于數據平臺不同造成的信息傳輸壁壘。
數字化生產:輕松高效
王云龍畢業于成都某院校的電子信息專業,是西門子成都工廠PLC(可編程控制器)裝配工位上的一名普通員工。對比身邊的大多數同事來說,他還算個新人,但這份工作對于他來說并不復雜,得益于西門子數字化企業平臺的,將枯燥的制造生產變得輕松。
每天由西門子MES系統生成的電子任務單都會顯示在王云龍工作臺前方的電腦顯示屏上,實時的數據交換間隔小于1秒,這就意味著他隨時可以看到新的版本。西門子MES系統SIMATIC IT包攬了傳統制造企業生產計劃調度的職能。沒有了人工抄寫的任務單,省去了不同產線交流的復雜環節。生產訂單由MES統一下達,在與ERP系統高度的集成之下,可以實現生產計劃、物料管理等數據的實時傳送。此外,SIMATIC IT還集成了工廠信息管理、生產維護管理、物料追溯和管理、設備管理、品質管理、制造KPI分析等多種功能,可以保證工廠管理與生產的高度協同。
在王云龍的工作臺上有5個不同的零件盒,每個零件盒上都配有指示燈。當自動引導小車送來一款待裝配的產品時,電腦顯示屏上會出現它的信息,相應所需零件盒上的指示燈亮起,王云龍就知道該安裝什么零件了。這是由于傳感器掃描了產品的條碼信息,并將數據實時傳輸到了MES系統,MES系統再通過與西門子TIA(全集成自動化系統)的互聯操縱零件盒指示燈,從而代替人完成了思考的過程。這種設計可以滿足自動化產品“柔性”生產的需求(即在一條生產線上同時生產多種產品),有了指示燈的幫助,即使換另外一種產品王云龍也不會怕裝錯零件了。
西門子全集成自動化解決方案(TIA)在很大程度上替代了人類的大腦、視覺和手臂。西門子用可編程控制器(PLC)來引導生產流程,用視覺系統來識別質量、用自動引導小車來傳遞產品。通過PROFINET現場總線連接并傳送數據,不僅使人的工作變輕松了,更能確保生產各環節的可靠、靈活與高效。
西門子成都工廠總經理Andreas Bukenberger針對高效生產給出了具體的數字:“成都工廠產品的一次通過率(FPY)可達到99%以上。”
王云龍確認了他裝配好的產品,按下工作臺上的一個按鈕,自動化流水線上的傳感器就會掃描產品的條碼信息,記錄它在這個工位的數據。MES系統SIMATIC IT將以該數據作為判斷基礎,向控制系統下達指令,指揮小車將它送去下一個目的地。”
在到達下一個工序前,產品要通過“嚴格”的檢驗程序,以可編程控制器(PLC)產品為例,在整個生產過程中針對該類產品的質量檢測節點就超過20個。視覺檢測是數字化工廠*的質量檢測方法,相機會拍下產品的圖像與Teamcenter數據平臺中的正確圖像作比對,一點小小的瑕疵都逃不過SIMATIC IT品質管理模塊的“眼睛”。對比傳統制造企業的人工抽檢,這顯然要可靠又快速得多。”
在經過多次裝配并接受過多道質量檢測后,成品將被送到包裝工位。再經過人工包裝、裝箱等環節,一箱包裝好的自動化產品就會通過升降梯和傳送帶被自動運達物流中心或立體倉庫。”
這樣一個完整的生產環節,在傳統的制造企業要通過幾十甚至上百人的手去完成,而在西門子成都工廠的車間內,卻看不見密集的流水線員工,大多數的工序都是自動完成的。”
利用西門子PLM和MES的信息互聯,西門子還可以根據物料儲備、交貨時間等信息,在的工廠之間實時調配生產計劃,以達到資源利用和物料配送的優秀組合。”
Bukenberger說:“應用了西門子數字化企業平臺解決方案的成都工廠與西門子在中國的其他工廠比較,產品的交貨時間縮短了50%。”而西門子成都工廠的姊妹工廠——西門子德國安貝格電子制造工廠(EWA)目前可實現年產零部件100萬件,即平均1秒生產一個產品,未來的成都工廠將有望沖擊這一紀錄。”
數字化物流:精準有序
說到西門子成都工廠令人驚嘆之處,不得不提到其精準有序的數字化物流系統。像王云龍這樣的裝配生產線員工,在需要物料時甚至都不必轉身,只要輕觸工作臺上的電腦顯示屏,三四分鐘后,他所需的物料就會被準確地從車間的物料中間庫中輸出,并送到他面前。”
這的自動化物流過程背后,是被稱為“自動交通”的物料輸送環節。自動化流水線上的傳感器會對引導小車上產品的條碼進行掃描,掃描得到的數據就會告訴“軟件系統”在該裝配環節需要的物料是什么,員工按動按鈕,物料就會從物料庫自動輸送出,并通過流水線上傳感器的“指揮”,送到位置,這一過程是“全透明”且不需要人工干預的。”這其中發揮作用的是ERP、西門子MES系統SIMATIC IT以及西門子倉庫管理軟件。而這一切,如果在傳統制造企業,都是要靠員工看任務單并親自去物料庫中選取完成的。員工不但要頻繁往返于工位和庫存地點,還難免因為看錯任務單而造成效率低下;當任務單出現更新時,也難保證*時間告知員工。”
物料中間庫是車間內物料的中轉站,其中的物料是依據精益生產的“以需定產”的原則,每天從物料倉庫中提取出備用的。這其中就不得不提到“拉式生產”的概念,即在生產流程的各工序,只在需要時收到貨品,零售商也只會在收到顧客實際需要數量時才會從供貨商那里進貨。通過這種管理,可以保證工廠能夠“適時、適量、在適當地點生產出質量完善的產品”。”
更大批的物料存儲在布局緊湊的高貨架立體倉庫中。采購的物料經過質量檢驗之后都會儲存在這里,并通過兩座升降梯與車間相連。倉庫共有近3萬個物料存放盒,物料的存取并不用叉車搬運,而是通過“堆取料機”用數字定位的模式進行抓取,不必考慮叉車通過的距離,物料庫的設計更緊湊,節約了倉庫的空間。空余的空間,則為西門子成都工廠的擴產留出了充足的準備。”
數字化企業:制造業未來
在制造業匯聚的成都高新西區,許多企業都面臨著相似的挑戰:當低廉的勞動力成本不能再作為“中國制造”在市場上的優勢標簽,制造企業對于變革的需求更為迫切。”
為在激烈的競爭中保持優勢,制造企業要大化利用資源,將生產變得更加高效;為適應不斷變化的客戶需求,制造企業必須盡可能地縮短產品上市時間,對市場的響應更加快速;為滿足市場多元化的需求,制造企業還要快速實現各環節的靈活變動,將生產變得更加柔性。而高效、快速、柔性,正是數字化企業為制造業帶來的大變化。西門子成都工廠這樣的數字化企業的出現,為未來中國制造的變革方向提供了一個良好的參考。”
數據顯示,通過數字化的工廠規劃,可以減少產品上市時間至少30%;通過優化規劃質量,可以降低制造成本13%。而在新產品上市比例、設備生產效率、產品交付能力及營運利潤率等多個方面,數字化工廠的指標均遠遠高于傳統制造企業。”
數字化制造帶來的不只是炫目的科技,還有實實在在的收益,以及支撐企業長遠發展的競爭力。這將成為未來中國制造可持續發展的根本所在。”
西門子工業利用其在數字化企業平臺方面的技術優勢與豐富經驗,正在幫助中國的制造企業實現著這場轉型,將繼續影響著中國制造。西門子成都工廠只是一個縮影,中國制造業的數字化藍圖正慢慢展開
西門子操作員面板使用“趨勢視圖”以曲線的形式顯示變量變化的趨勢。趨勢類型中“觸發的實時循環”用于顯示變量的實時曲線,面板掉電后曲線就會丟失。“數據記錄”用于顯示數據記錄文件中歷史數據的曲線。“觸發的緩沖區位”和“實時位觸發”都可以將PLC 中連續地址區中的數據通過趨勢視圖以曲線的形式輸出。“實時位觸發”用于觸發顯示一段連續地址區中的數據,“觸發的緩沖區位”可以切換顯示兩段連續地址區中的數據。下面以“觸發的緩沖區位”為例介紹配置方法。
在趨勢類型中選擇“觸發的緩沖區位”后,“源設置”如圖1所示。

圖1
其中,“過程值”和“緩沖區變量”為PLC 中連續地址區中的數組變量,如DB1和DB2的DBB0到DBB9。
? “趨勢傳送1”用于觸發顯示連續地址區“過程值”中的數據曲線;
? “趨勢傳送2”用于觸發顯示連續地址區“緩沖區變量”中的數據曲線。
“趨勢請求”僅起顯示作用,取決于“位”的設定值,同時決定了“趨勢傳送1”和“趨勢傳送2”的數據格式。“位”直接定義了“趨勢請求”的數據格式:
? “位”設置為0,“趨勢請求”顯示為二進制1,十六進制0001;
? “位”設置為1,“趨勢請求”顯示為二進制10,十六進制0002;
? “位”設置為2,“趨勢請求”顯示為二進制100,十六進制0004;
? “位”設置為3,“趨勢請求”顯示為二進制1000,十六進制0008;
? “位”設置為4,“趨勢請求”顯示為二進制10000,十六進制0010。
而“趨勢傳送1”和“趨勢傳送2”為了觸發對應的數據曲線,必須與“趨勢請求”的數據格式保持*,并將高位(即第15位)置1:
? “趨勢請求”顯示為十六進制0001,觸發要求“趨勢傳送1/2”為十六進制8001;
? “趨勢請求”顯示為十六進制0002,觸發要求“趨勢傳送1/2”為十六進制8002;
? “趨勢請求”顯示為十六進制0004,觸發要求“趨勢傳送1/2”為十六進制8004;
? “趨勢請求”顯示為十六進制0008,觸發要求“趨勢傳送1/2”為十六進制8008;
? “趨勢請求”顯示為十六進制0010,觸發要求“趨勢傳送1/2”為十六進制8010。
當趨勢請求功能正確執行后,對應連續數據區的曲線會顯示在“趨勢視圖”中,同時,“趨勢傳送1”和“趨勢傳送2”會自動復位為0。
1. 創建變量
? area1為字節類型數組,長度10,起始地址DB1.DBB0
? area2為字節類型數組,長度10,起始地址DB2.DBB0
? request 數據類型為WORD,地址MW200
? trans1數據類型為WORD,地址MW202
? trans2數據類型為WORD,地址MW204

圖2
在畫面中添加 IO域分別顯示變量 request, trans1和trans2,注意:“顯示格式”設置為十六進制,如圖3所示。

圖3
2. 設置趨勢視圖參數
打開趨勢視圖屬性“時間軸”,軸模式:點;值的數目:10,必須與定義的數組長度保持*,如圖4所示。

圖4
3. 設置趨勢曲線的屬性
在趨勢屬性中選擇趨勢類型“觸發的緩沖區位”后,采樣點為10,其他參數如圖5所示。

圖5
4. 激活運行系統
通過 PLCSIM 可以模擬 DB1.DBB0-- DB1.DBB9 和DB2.DBB0—DB2.DBB9 中的數據,如圖6所示。
這樣,激活運行系統后,由于趨勢傳送“位”設置為 4,趨勢請求變量 request 顯示為十六進制 0010。通過為觸發變量 trans1/ trans2 賦值十六進制 8010 ,可以分別顯示DB1或DB2中的數據曲線。
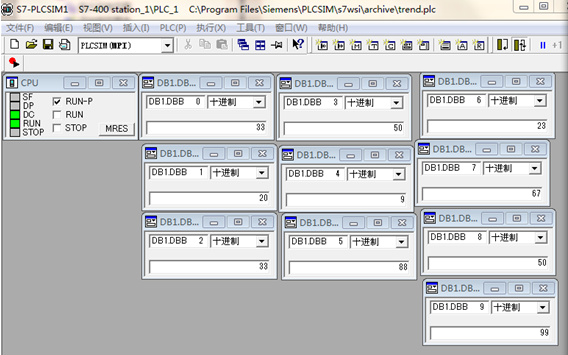
圖6

圖7

 化工儀器網
化工儀器網