 化工儀器網
化工儀器網










詳細介紹
西門子45KW變頻器
上海盟疆工業自動化設備有限公司在經營活動中精益求精,具備如下業務優勢:
上海盟疆工業自動化設備有限公司*銷售西門子PLC,200,300,400,1200,西門子PLC附件,西門子電機,西門子人機界面,西門子變頻器,西門子數控伺服,西門子總線電纜現貨供應,咨詢系列產品,折扣低,貨期準時,并且備有大量庫存. 長期有效
西門子數控伺服系統:802C S、802D SL、810D DE、820D SL、840C CE、840D DE、840D SL、840Di SL、S120數 控 系 統、數 控 伺 服 驅 動 模 塊、控制 模 塊、電 源模 塊、備 品 備 件 等。
本公司產品質量按西門子原廠質量標準,產品質保一年,按西門子原廠包裝標準,西門子原裝 原裝產品,按廠家執行標準,需方收到貨后七日內可提出異議!!!
我們賣的不是價格。賣的是誠信賣的是品質
功能圖--擴展參數--動態
擴展參數-動態包括“常規”和“急停”兩部分。
常規
這部分參數也是軸參數中重要部分。

①速度限制的單位:設置參數②“大轉速”和③“啟動/停止速度”的顯示單位。
無論“基本參數--常規”中的“測量單位”組態了怎樣的單位,在這里有兩種顯示單位是默認可以選擇的,包括“脈沖/s”和“轉/分鐘”。
根據前面“測量單位”的不同,這里可以選擇的選項也不用。比如:本例子中在“基本參數--常規”中的“測量單位”組態了mm,這樣除了包括“脈沖/s”和“轉/分鐘”之外又多了一個mm/s。
②大轉速:這也是一個重要參數,用來設定電機大轉速。大轉速由PTO輸出大頻率和電機允許的大速度共同限定。
以mm為例進行說明:
在“擴展參數”“機械”中,用戶定義了參數“電機每轉的脈沖數”以及“電機每轉的負載位移”,則大轉速為:

③啟動/停止速度:根據電機的啟動/停止速度來設定該值。
④加速度:根據電機和實際控制要求設置加速度。
⑤減速度:根據電機和實際控制要求設置減速度。
⑥加速時間:如果用戶先設定了加速度,則加速時間由軟件自動計算生成。用戶也可以先設定加速時間,這樣加速度由系統自己計算。
⑦減速時間:如果用戶先設定了減速度,則減速時間由軟件自動計算生成。用戶也可以先設定減速時間,這樣減速度由系統自己計算。
下面說明了“加速度”,“減速度”,“加速時間”,和“減速時間”之間的數學關系:

⑧激活加加速限值:激活加加速限值,可以降低在加速和減速斜坡運行期間施加到機械上的應力。如果激活了加加速度限值,則不會突然停止軸加速和軸減速,而是根據設置的步進或平滑時間逐漸調整。
⑨濾波時間:如果用戶先設定了加加速度,則濾波時間由軟件自動計算生成。用戶也可以先設定濾波時間,這樣加加速度由系統自己計算。
t1加速斜坡的平滑時間,
t2減速斜坡的平滑時間,t2值與t1相同。
⑩加加速度:
如下圖所示,激活了加加速限值后,軸加減速曲線銜接處變平滑。

下圖詳細顯示了在激活和不激活沖擊限制的情況下軸的行為:

急停
什么情況下會讓軸使用“急停”速度/時間這個參數:
- 軸出現錯誤時,采用急停速度停止軸。
- 使用MC_Power指令禁用軸時(StopMode=0或是StopMode=2)。

①大轉速:與“常規”中的“大轉速”*。 西門子45KW變頻器
②啟動/停止速度:與“常規”中的“啟動/停止速度”*。
③緊急減速度:設置急停速度。
④緊急減速時間:如果用戶先設定了緊急減速度,則緊急減速時間由軟件自動計算生成。用戶也可以先設定緊急減速時間,這緊急減速度由系統自己計算。
下面的公式列出了“急停減速時間”和“急停減速度”之間的關系:

根據實際應用中左右限位開關距離物理停止點的距離(如下圖的E和F),以及電機可以達到的大速度計算出來合適的急停速度,保證電機能夠在撞到物理停止點前停止 。

硬件限位開關的有效距離除以大速度和啟動速度的差值,就可以得到急停減速時間。

高速計數器尋址
CPU 將每個高速計數器的測量值,存儲在輸入過程映像區內,數據類型為 32 位雙整型有符號數,用戶可以在設備組態中修改這些存儲地址,在程序中可直接訪問這些地址,但由于過程映像區受掃描周期影響,讀取到的值并不是當前時刻的實際值,在一個掃描周期內,此數值不會發生變化,但計數器中的實際值有可能會在一個周期內變化,用戶無法讀到此變化。用戶可通過讀取外設地址的方式,讀取到當前時刻的實際值。以 ID1000 為例,其外設地址為 “ID1000:P”。表1. 所示為高速計數器尋址列表。
表1. 高速計數器尋址
| 高速計數器號 | 數據類型 | 默認地址 |
| HSC1 | DINT | ID1000 |
| HSC2 | DINT | ID1004 |
| HSC3 | DINT | ID1008 |
| HSC4 | DINT | ID1012 |
| HSC5 | DINT | ID1016 |
| HSC6 | DINT | ID1020 |
中斷功能
S7-1200 在高速計數器中提供了中斷功能,用以處理某些特定條件下觸發的程序
共有 3 種中斷事件:
1.當前值等于預置值
2.使用外部信號復位
3.帶有外部方向控制時,計數方向發生改變
頻率測量
S7-1200 除了提供計數功能外,還提供了頻率測量功能,有 3 種不同的頻率測量周期:1.0 秒,0.1 秒和0.01 秒。
頻率測量周期是這樣定義的:計算并返回新的頻率值的時間間隔。返回的頻率值為上一個測量周期中所有測量值的平均,無論測量周期如何選擇,測量出的頻率值總是以 Hz (每秒脈沖數)為單位。
高速計數器指令塊
高速計數器指令塊,需要使用背景數據塊用于存儲參數, 如圖 1.所示。
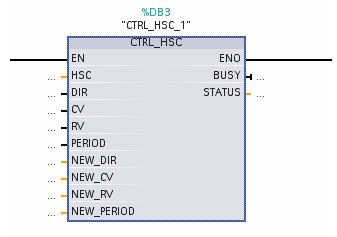
圖1. 高速計數器指令塊
表2. 高速計數器參數說明
HSC (HW_HSC) | 高速計數器硬件識別號 |
DIR (BOOL) TRUE | : 使能新方向 |
CV (BOOL) TRUE | : 使能新起始值 |
RV (BOOL) TRUE | : 使能新參考值 |
PERIODE (BOOL) TRUE | : 使能新頻率測量周期 |
NEW_DIR (INT) | : 方向選擇1:=正向;-1 :=反向 |
NEW_CV (DINT) | : 新起始值 |
NEW_RV (DINT) | : 新參考值 |
NEW_PERIODE (INT) | : 新頻率測量周期 |
表3. STATUS 錯誤代碼
錯誤代碼(十六進制) | 描述 |
| 0 | 無錯誤 |
80A1 | 高速計數器的硬件標識符無效 |
80B1 | 計數方向 (NEW_DIR) 無效 |
| 80B2 | 計數值 (NEW_CV) 無效 |
| 80B3 | 參考值 (NEW_RV) 無效 |
| 80B4 | 頻率測量周期 (NEW_PERIOD) 無效 |
| 80C0 | 多次訪問高速計數器 |
S7-1200 運動控制
到目前為止S7-1200 CPU新的Firmware版本為V4.1,對于Firmware V4.1 的S7-1200 CPU來說運動控制方式有了更多的選擇。
S7-1200運動控制根據連接驅動方式不同,分成三種控制方式,如下圖所示:
- PROFIdrive:S7-1200 PLC通過基于PROFIBUS/PROFINET的PROFIdrive方式與支持PROFIdrive的驅動器連接,進行運動控制。
- PTO:S7-1200 PLC通過發送PTO脈沖的方式控制驅動器,可以是脈沖+方向、A/B正交、也可以是正/反脈沖的方式。
- 模擬量:S7-1200 PLC通過輸出模擬量來控制驅動器。

對于Firmware V1.0,V2.0/2.1/2.2,V3.0,和V4.0的S7-1200 CPU來說,運動控制功能只有PTO這一種方式。
目前為止,1個S7-1200 PLC多可以控制4個軸,該數值不能擴展。
S7-1200 運動控制--PROFIdrive控制方式
PROFIdrive 是通過 PROFIBUS DP 和 PROFINET IO 連接驅動裝置和編碼器的標準化驅動技術配置文件。
支持 PROFIdrive 配置文件的驅動裝置都可根據 PROFIdrive 標準進行連接。控制器和驅動裝置/編碼器之間通過各種 PROFIdrive 消息幀進行通信。
每個消息幀都有一個標準結構。可根據具體應用,選擇相應的消息幀。通過 PROFIdrive 消息幀,可傳輸控制字、狀態字、設定值和實際值。
『注意』Firmware V4.1的S7-1200 CPU才具有PROFIdrive的控制方式。

這種控制方式可以實現閉環控制。
S7-1200 運動控制--PTO控制方式
PTO的控制方式是目前為止所有版本的S7-1200 CPU都有的控制方式,該控制方式由CPU向軸驅動器發送高速脈沖信號(以及方向信號)來控制軸的運行。
這種控制方式是開環控制,但是用戶可以選擇增加編碼器,利用S7-1200 高速計數功能(HSC)來采集編碼器信號得到軸的實際速度或是位置實現閉環控制。如下圖所示。

S7-1200 運動控制--模擬量控制方式
Firmware V4.1版本的 S7-1200 PLC的另外一種運動控制方式是模擬量控制方式。以CPU1215C為例,本機集成了2個AO點,如果用戶只需要1或2軸的控制,則不需要擴展模擬量模塊。然而,CPU1214C這樣的CPU,本機沒有集成AO點,如果用戶想采用模擬量控制方式,則需要擴展模擬量模塊。
模擬量控制方式也是一種閉環控制方式,編碼器信號有3種方式反饋到S7-1200 CPU中,如下圖所示。

S7-1200 運動控制組態步驟簡介
- 在Portal 軟件中對S7-1200 CPU 進行硬件組態;
- 插入軸工藝對象,設置參數,下載項目;
- 使用“調試面板”進行調試;『 說明』S7-1200 運動控制功能的調試面板是一個重要的調試工具,使用該工具的節點是在編寫控制程序前,用來測試軸的硬件組件以及軸的參數是否正確。
- 調用“工藝”程序進行編程序,并調試,終完成項目的編寫。
截圖和測試環境
這部分內容的相關截圖和功能說明都是基于S7-1200 Firmware V4.1在SIMATIC Portal V13 SP1 UPD4的環境下生成的。
不同的版本的Portal 軟件的界面不盡相同,請用戶務必確認。

 化工儀器網
化工儀器網