 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網

西門子伺服驅動器代理商
西門子伺服驅動器代理商

主營產品:西門子S7-200PLC,西門子S7-300PLC,西門子S7-400PLC,西門子CP5611網卡,西門子DP接頭,西門子總線電纜,
西門子人機界面,西門子變頻器,西門子數控系統,西門子軟啟動器,西門子工控機
現貨供應,咨詢系列產品,折扣低,貨期準時,并且備有大量庫存. 長期有效 ,
本公司產品質量西門子原廠質量標準,產品質保一年,西門子原廠包裝標準,西門子原裝 ,
上海晉營自動化科技有限公司
:邵澤春
6se70 伺服控制器(MC)集成了定位功能,要實現定位控制可以有三種方法:直接設定位置控制器,基本定位功能(自由功能塊),F01定位功能。
1 基本定位功能概述
基本定位功能是MC伺服控制器在自由功能塊中固化的功能,可以免費使用,實現運動控制系統中的一些簡單定位功能,如:homing ,position ,setup 功能。可以選擇旋轉軸和線性軸,設定定位限位開關等功能,能滿足大部分定位應用的要求。
功能圖在說明書的789a,789b,789c 部分,如圖1所示。
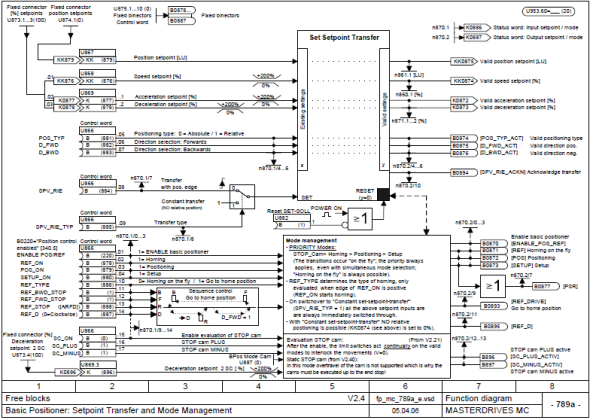
圖1
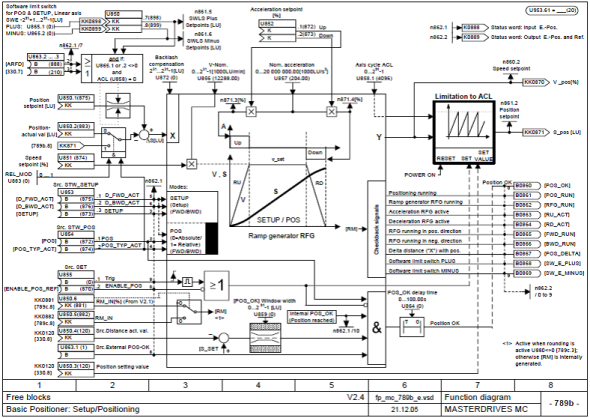
圖2
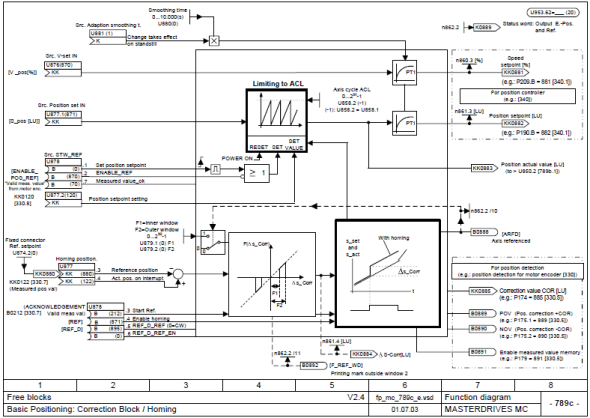
圖3
2 啟用基本定位功能
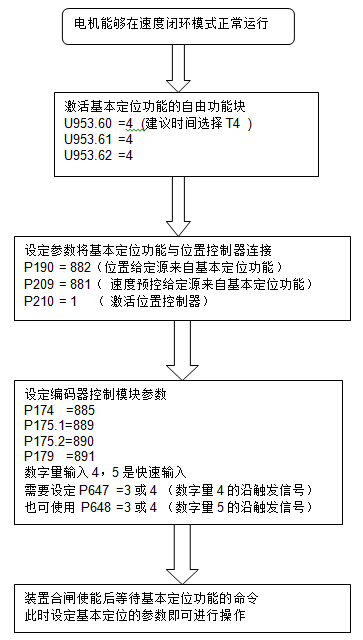
首先設置MC 裝置的參數,使裝置能在速度閉環模式驅動運行(參見調試手冊P060=3或P060=5的調試步驟 ),然后設定參數激活基本定位功能,流程如下:
西門子伺服驅動器代理商
圖4
3 基本定位功能的參數設定
U856 ---速度的標稱值,即100%轉速對應的 LU, 通常設定為額定轉速,單位1000LU/min
例如 電機額定轉速3000rpm , 編碼器脈沖4096/rev,則U856=4096*3000/1000=12288
U857---加速度標稱值
U858---旋轉軸線性軸選擇
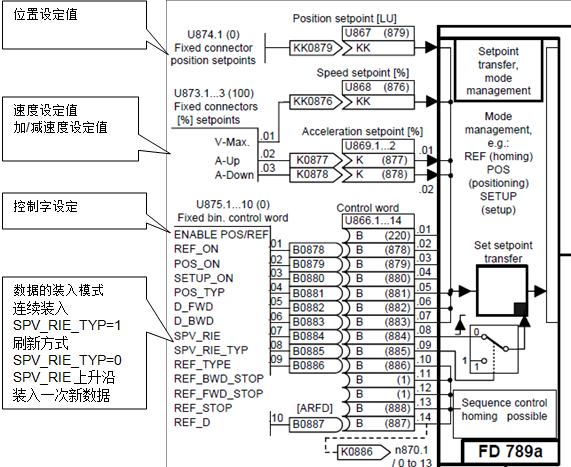
圖5
裝置合閘使能后,進入o011 狀態,等待速度,此時對控制字進行設定可以實現工作模式。首先ENABLE POS/REF,基本定位功能使能激活(B0220連接量使能),然后可以進行各種工作模式的操作。
3.1 Homing mode (回零模式)
Homing mode (回零點) 包含兩種方式Homing on the fly模式和Homing movement模式。
3.1.1 Homing on the fly模式
• Homing 模式使能REF_ON =1 ;
• 模式選擇REF_TYPE=0 ;
• 通過數字量輸入4或5來觸發動作,也可與SETUP或 POSITION模式一同使用。
3.1.2 Homing movement 模式
• 模式選擇REF_TYPE=1 ;
• 選擇開關動作有效時的運行方向,REF_D=0 正向運行過程中,開關動作有效
REF_D=1 反向向運行過程中,開關動作有效
• 設定啟動時的運行方向,正向D_FWD=1或反向B_FWD=1
• 為正向限位D_FWD_STOP 和反向限位B_FWD_STOP分配兩個數字量開關,高電平表示到達限位
• Homing 模式使能REF_ON 上升沿激活動作,開始運行 ;
工作時序如下(圖6):
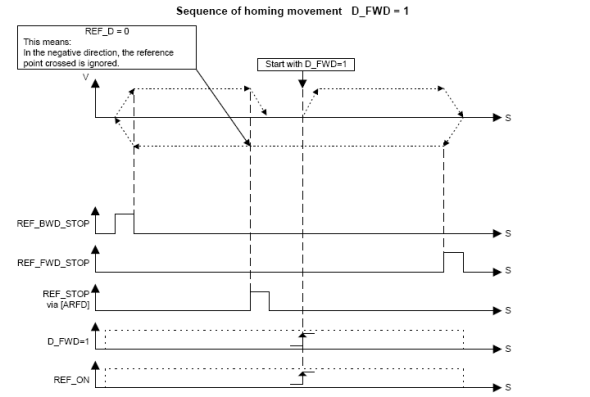
圖6
3.2 Set up mode (速度模式)
• 使能SETUP_ON=1
• 設定運行方向D_FWD或B_FWD上升沿觸發運行動作
• 運行速度設定U868
• 也可以在設定好方向后SETUP_ON上升沿觸發動作
工作時序如下(圖7)
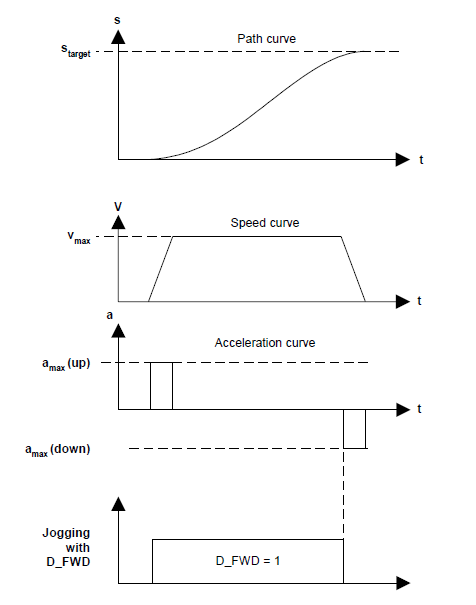
圖7
3.3 Position mode (定位模式)
Position 模式包含兩種定位方式,對定位方式和相對定位方式。
3.3.1 Absolute position (對定位方式)
• 使能POS_ON=1
• 使能POS_TYP=0
• D_FWD=1正向運行到設定位置
B_FWD=1 反向運行到設定位置
D_FWD=0,B_FWD=0zui短路徑運行到設定位置
• 位置設定U867,速度U868
3.3.2 Relative position (相對定位方式)
1.1 電子齒輪比的作用
電子齒輪比就是對伺服接收到的上位機脈沖頻率進行放大或者縮小。其中一個參數為分子,為電機編碼器的分辨率;一個為分母,為電機旋轉一圈所需要的脈沖數。如果分子大于分母就是放大,如果分子小于分母就是縮小。
在 實際應用中,連接不同的機械結構,移動zui小單位量所需的電機轉動量是不同的,例如:同樣一個伺服電機,如果連接了一個螺距為10mm的絲杠,那么電機轉一 圈機械移動10mm,每移動0.001mm就需要電機轉1/10000圈;而如果連接螺距為5mm的絲杠,每移動0.001mm需要電機轉1/5000 圈。而電機編碼器的分辨率是相同的,因此可以通過設置電子齒輪比來使電機脈沖數和機械zui小移動量相匹配,這就是電子齒輪比的作用。 1.2 相關概念介紹
(1)編碼器分辨率:伺服電機軸旋轉編碼器反饋脈沖數。
V90的伺服電機有增量編碼器和對值編碼器,其分辨率如下圖:
圖01. V90伺服電機編碼器的分辨率
(2)每轉脈沖數:絲杠轉動一圈所需脈沖數。
(3)zui小長度單位(LU):上位機發出一個脈沖時,絲杠移動的直線距離或旋轉軸轉動的度數,也是控制系統所能控制的zui小距離。這個值越小,經各種補償后越容易得到更高的加工精度和表面質量。當進給速度滿足要求的情況下,可以設定較小的長度單位。也稱作“脈沖當量”。
(4)螺距:螺紋上相鄰兩牙對應點之間的軸向距離。
2.1 V90電子齒輪比的設置
V90電子齒輪比的設置方法如圖2所示:
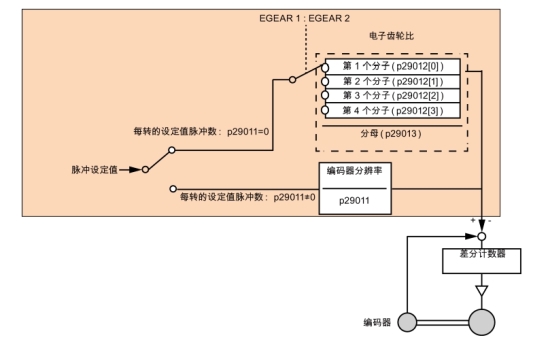 圖02. V90的電子齒輪比設置
圖02. V90的電子齒輪比設置
從圖中可以看出V90的電子齒輪比的設置有兩種方法,這兩種方法的本質都是算出編碼器分辨率與期望每轉脈沖數的比值。
(1)電子齒輪比=編碼器分辨率 / P29011。P29011即為期望每轉脈沖數;
(2)當P29011設定為0時,電子齒輪比=P29012 / P29013。
這幾個參數的說明如圖3所示: 
圖03. 相關參數說明
四個電子齒輪比分子可通過數字量輸入信號的組合EGEAR1和EGEAR2來選擇,如圖4所示:

圖4. 電子齒輪比分子的選擇
還有兩點需要注意的是:
(1)電子齒輪比的取值范圍是0.02到200;
(2)僅可在伺服關閉狀態下設置電子齒輪比。
2.2電子齒輪比的計算及舉例
比如有一套機械系統,如圖5所示: 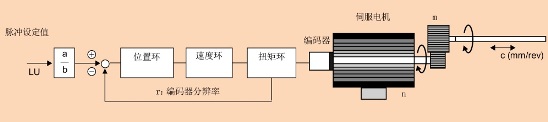
圖05. 機械系統
其中:a/b為電子齒輪比;
LU為zui小長度單位;
r為編碼器分辨率;
i= n/m為機械減速比(n電機側轉速,m負載側轉速);
c為絲杠螺距。
那么期望每轉脈沖數d的計算:

電子齒輪比計算:

計算電子齒輪比的實例:

圖06. 電子齒輪比計算實例
再比如:
PLC的zui大脈沖頻率為200KHz,電機的額定轉速為3000rpm,伺服電機編碼器分辨率是524288;絲杠螺距是10mm(沒有減速箱)。
問:如果電子齒輪比是1,伺服電機的zui大轉速?
答:PLC 控制伺服電機能達到的zui大轉速=200×1000×60/524288=22.89rpm
問:PLC發出zui大脈沖頻率,如何通過設置V90的電子齒輪比才能讓電機以額定轉速運行?
答:電機額定轉速3000rpm=50r/s,50r/s時的脈沖頻率:50×524288=26214400,
因此電子齒輪比=26214400/(200×1000)=524288/4000(設置P29011=4000)。 附:

圖07. 西門子PLC的zui大脈沖頻率
人機界面產品的定義
連接可編程序控制器(PLC)、變頻器、直流調速器、儀表等工業控制設備,利用顯示屏顯示,通過輸入單元(如觸摸屏、鍵盤、鼠標等)寫入工作參數或輸入操作命令,實現人與機器信息交互的數字設備,由硬件和軟件兩部分組成。HMI為英文Human-Machine Interface的縮寫。
2. 人機界面(HMI)產品的組成及工作原理
人機界面產品由硬件和軟件兩部分組成,硬件部分包括處理器、顯示單元、輸入單元、通訊接口、數據存貯單元等,其中處理器的性能決定了HMI產品的性能高低,是HMI的核心單元。根據HMI的產品等級不同,處理器可分別選用8位、16位、32位的處理器。HMI軟件一般分為兩部分,即運行于HMI硬件中的系統軟件和運行于PC機Windows操作系統下的畫面組態軟件(如JB-HMI畫面組態軟件)。使用者都必須先使用HMI的畫面組態軟件制作“工程文件”,再通過PC機和HMI 產品的串行通訊口,把編制好的“工程文件”下載到HMI的處理器中運行。
3. 人機界面產品的基本功能及選型指標
基本功能:
設備工作狀態顯示,如指示燈、按鈕、文字、圖形、曲線等;
數據、文字輸入操作,打印輸出;
生產配方存儲,設備生產數據記錄;
簡單的邏輯和數值運算;
可連接多種工業控制設備組網。
選型指標:
顯示屏尺寸及色彩,分辨率;
HMI的處理器速度性能;
輸入方式:觸摸屏或薄膜鍵盤;
畫面存貯容量,注意廠商標注的容量單位是字節(byte)、還是位(bit);
通訊口種類及數量,是否支持打印功能。
4. 人機界面產品分類
薄膜鍵輸入的HMI,顯示尺寸小于5.7?,畫面組態軟件免費,屬初級產品。如POP-HMI 小型人機界面;
觸摸屏輸入的HMI,顯示屏尺寸為5.7?~12.1?,畫面組態軟件免費,屬中級產品;
基于平板PC計算機的、多種通訊口的、高性能HMI,顯示尺寸大于10.4?,畫面組態軟件收費,屬 ** 產品。
5. 人機界面的使用方法
明確監控任務要求,選擇適合的HMI產品;
在PC機上用畫面組態軟件編輯“工程文件”;
測試并保存已編輯好的“工程文件” ;
PC機連接HMI硬件,下載“工程文件”到HMI中;
連接HMI和工業控制器(如PLC、儀表等),實現人機交互。
西門子EM232模擬量輸出模塊 型號6ES7232-0HB22-0XA8
SIMATIC S7-200 系列由以下模板組成:
- 5 種基本設備分為各種性能級別和不同型號。
- 15 個不同的數字量和模擬量擴展模塊。
- 2 個用于連接到 PROFIBUS 和 AS-Interface 的通訊處理器。
機械特點
- 堅固、緊湊的塑料外殼。
- 便于接觸的接口和控制部件由前擋片進行保護。
- CPU 224 或以上: 可拆卸連接端子,適用于數字量擴展模板。
設備特點
- 標準:
SIMATIC S7-200 符合 VDE、UL,、CSA 和 FM 等標準(Class I、Cat 2;危險區組別 A、B、C 和 D,T4A)。 生產中采用的質量管理體系通過了 ISO 9001 認證。
通訊
SIMATIC S7-200 提供了各種通訊功能:
- 通訊接口:
可在 PPI 從站、MPI 從站和可自由編程接口模式下運行。 - 與 AS- Interface 連接:
通過 CP 242-2 通訊處理器而作為主站運行。 - 作為從站連接到 PROFIBUS DP:
通過 PROFIBUS-EM 277。
PPI 網絡
PPI 是集成在每一個 S7-200 CPU 中的通訊系統。 用于編程、運行或監視的連接可通過一條共用兩線電纜來建立。 CPU 可同時與幾個 CPU、文本顯示屏或操作員面板通訊。 數據傳輸速率為 9.6、19.2 和 187.5 KBit/s。
以下可以連接:
- 編程器: Field PG , Power PG
- PC(AT 兼容),通過 PC/PPI 電纜。
- TD 200 文本顯示屏、TP070 觸摸式面板、SIMATIC 操作員面板。
- SIMATIC S7-200:
在一條公用數據線上可將zui多 31 臺 S7-200 PLC 與編程器、PC、TD 200 或操作員面板相連。 S7-200 PLC(每種情況下都作為主站)與 NETR 及 NETW 之間的直接數據交換
PPI 模式下的通訊
MPI 網絡
通過集成接口,所有 CPU 都可連接到 MPI 網絡(傳輸速率 19.2/187.5 kbit/s),并與 SIMATIC S7-300/S7-400 進行通訊。S7-200 CPU 則作為網絡中的從設備,相互之間不能進行通訊。
MPI 模式下的通訊
點到點接口,可自由編程接口模式
用于通過 RS 232 接口和 PC/PPI 電纜來連接第三方設備。 數據傳輸是在 CPU 的自由端口模式下進行的,CPU 226 的兩個端口都可在自由端口模式下運行。 使用的通訊協議為面向位的特定用戶通訊協議(如 ASCII 協議或 Modbus),zui大數據傳輸速率為 115.2 KBit/s(可調)。
點到點連接可連接到:
- 任何帶串口的數據終端,如打印機、條形碼閱讀器、調制解調器等。
- S7-200 Micro PLC;例如,用于兩個 CPU 之間的簡便數據交換。