 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網










| 產地類別 | 進口 | 應用領域 | 化工,電子/電池 |
|---|---|---|---|
| 產地 | 德國 | 品牌 | 西門子 |
使用系列標準工具(例如 WinCC flexible 和 STEP 7),現有程序一般都可重復使用
強度似硬件 CPU
用于存儲數據、標記、定時器和計數器的非易失性存儲器性地集成在多功能面板硬件中
通過標準 SD 卡、多媒體存儲卡或 U 記憶棒上的按鈕即可進行備份/恢復
通過預先組態性能得以優化并且可以輕松使用
可通過 PROFIBUS DP 靈活使用 ET 200
 |
| 參考價 | 面議 |
更新時間:2022-02-24 11:41:25瀏覽次數:370
聯系我們時請說明是化工儀器網上看到的信息,謝謝!
 |
 |
 |
 |
 |
九江西門子代理商
SIMATIC HMI 按鍵面板和按鈕面板可以根據“即插即用"原理用于創建傳統小鍵盤操作員面板:可隨時安裝和預裝配。通過這種方式,就無需進行傳統操作員面板所需的耗時的單獨裝配和布線了。與傳統布線相比,這樣做可以將布線所需的時間減少多達 90%。整個操作過程只需相應的安裝開孔和用于連接到控制器的總線電纜即可完成

*的邊框倒角設計,讓操作屏的外觀更具流線型,給人以舒適感
優雅清新的綠色邊框設計,給人以視覺上的開闊感,緩解操作員的視覺疲勞
使用符合 UL 標準的 PC + ABS 合金材料,耐高溫、抗腐蝕,特別適用于工業現場的應用環境
微型面板 講SIMATIC S7-200控制器的這種語言,這意味著可以讀或設置所有接點和變量,無需插件。
無論您選擇簡單應用的文本顯示,還是具有圖表功能的觸摸或操作員面板,我們的微型面板保證您具備針對機器的HMI的全面控制。
本地操作和監測任務的理想選擇: 在設計階段我們格外小心,確保便攜式面板便于攜帶。 結果,所以可以在一個很長時間期內容易地使用所有便攜式面板。 可以在各種各樣的移動式面板顯示尺寸和性能類別中進行選擇。 這個便攜式無線面板為無線HMI提供移動性
無需其它硬件,因此可以節省空間
性價比,對于中型工廠和機器來說更是如此
使用系列標準工具(例如 WinCC flexible 和 STEP 7),現有程序一般都可重復使用
強度似硬件 CPU
用于存儲數據、標記、定時器和計數器的非易失性存儲器性地集成在多功能面板硬件中
通過標準 SD 卡、多媒體存儲卡或 U 記憶棒上的按鈕即可進行備份/恢復
通過預先組態性能得以優化并且可以輕松使用
可通過 PROFIBUS DP 靈活使用 ET 200 標準組件
PLC 和 HMI 之間可自由選擇負載分配
支持 CFC/SCL 編程
整體路由,所有數據都可以通過 Profinet 進行安裝和加載。
軟件特點
作為精彩系列面板的組態軟件,WinCC fl exible 簡單直觀、功能強大、應用靈活且智能高效,非常適合機械
設備或生產線中人機界面的應用。WinCC flexible 軟件包括一系列執行各種組態任務的編輯器和工具。可使用多種便捷的功能來組態顯示畫面,例如縮放、旋轉和對齊等功能。在 WinCC flexible 中,您可根據需要設置自己的工作環境。在組態工程時,組態任務對應的工作窗口會出現在顯示器上,
包括:
1、項目窗口:顯示項目結構(項目樹),進行項目管理
2、工具箱窗口:包含豐富的對象庫
3、 對象窗口:顯示已創建對象,并可以通過拖放操作復制到畫面中
4、 工作區:編輯、組態畫面和對象
5、屬性窗口:編輯從工作區域中選取的對象屬性
變量管理
擁有*的變量管理器,可以集中管理項目中的所有變量
1、查閱、檢索變量更方便,可使用變量名稱來標識 PLC 變量
2、通過拖放操作,批量創建名稱、類型及地址滿足一定關系的變量
3、快速修改多個變量的類型、地址或名稱等屬性
報警管理
報警管理器支持各種類型的報警:
1、可以自定義報警類別? 支持模擬量及數字量報警
2、可以自定義報警組,相同組的報警可以同時被確認
3、支持報警事件函數包含功能完善的報警顯示控件,支持外觀自定義
九江西門子代理商
四、控制系統實現的功能
懸掛式機器人噴涂系統可以實現對天車系統和機器人噴涂系統的單獨進行操作。在現場天車可以通過操作屏TP700進行操作,分別對X、Y和Z軸伺服電機進行上電、零點校準、定位等。
供漆系統的現場屏TP700可以顯示油漆液位、清洗劑液位、固化劑液位、管路壓力、電磁閥狀態、流體調壓器狀態、2KS系統各種油漆的自動配比情況、氣動泵以及防空打保護器等。
機器人系統的現場屏TP700顯示X、Y、Z、RX、RY、RZ六軸移動情況。現場示教盒可對機器人進行離線軌跡規劃等。
總控制系統包括現場控制系統和遠程控制系統兩套組成。現場控制系統能通過總線與機器人系統、懸掛行走系統和供漆系統通訊,完成系統整體控制,對整個工件的連續噴涂;遠程控制系統主要實現對系統運行狀態的實時監控及操作。
總控制系統能夠對分系統進行控制及狀態顯示。可對供漆系統自動進行換色、加料、清洗等操作。可對懸掛行走機構運動過程中產生的誤差進行修正。
五、噴涂工藝流程及控制的技術要點
懸掛式機器人噴涂系統噴涂工藝流程如下:
首先天車系統、供漆系統和噴涂系統準備就緒,工件進入位置,并定位→系統檢測工件實際位置→坐標擬合→示教(手動調試程序)→啟動運行,總控讀取噴漆“工件數據",發噴涂“軌跡號"和噴涂“配方確認"信號給機器人噴涂系統→機器人噴涂系統讀取噴涂“軌跡號"和顏色“配方號"→機器人噴涂系統確定是當前噴涂配方,則給總控發出位置1的“噴涂申請"信號→懸掛系統三軸分別到達位置1后,發“天車已到噴涂位置"信號給總控→2KS混合,機器人開始自動噴涂(調用噴涂程序1)→噴涂工件1號區域,噴涂完成,機器人回到HOME位后停止,并給總控發“噴涂完成"信號→總控讀取“噴涂完成"信號,變換工件指針,指向2號區域工件數據,發噴涂“軌跡號"和噴涂“配方確認"信號給機器人噴涂系統→機器人噴涂系統讀取噴涂“軌跡號"和顏色“配方號"→機器人噴涂系統確定是當前噴涂配方,則給總控發出位置2的“噴涂申請"信號→懸掛系統三軸分別到達位置2后,發“天車已到噴涂位置"信號給總控→2KS混合,機器人開始自動噴涂(調用噴涂程序2)→噴涂工件2號區域,噴涂完成后,機器人回到HOME位后停止……
按上述程序分別噴涂工件3號區域,4號區域……n號區域,直至完成工件的全部噴涂任務→機器人回零位(HOME點),天車回到原始位置,工件下線。

圖7噴涂工藝流程圖
為了完成對整個工件的連續噴涂,直至天車回到原始位置,總控的S7-1500控制器作為整個系統為關鍵的核心部件,協調控制天車和機器人系統的工作。手動示教調試機器人程序時,要把工件在每個區域的天車X、Y、Z坐標值、機器人的軌跡號要手動記錄下來,通過在總控的操作屏TP1200或者在中控的工控機上輸入,存入總控S7-1500PLC的數據塊里,系統自動運行時,再自動一步一步按照工藝順序調用已經存入的數據。
4) 點擊“Station Name"按鈕,PC站的名稱,這里命名為“MPIOPC"。點擊“OK"確認即完成了PC站的硬件組態。
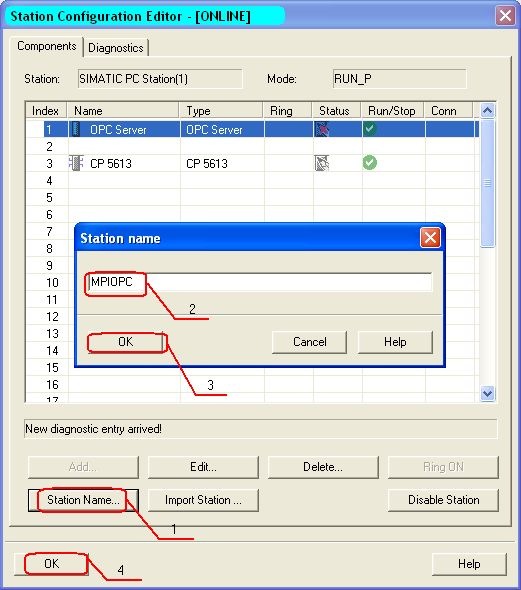
圖7:命名PC站名稱
注:Station Name并不是特指PC機本機的名稱
> 步驟二:配置控制臺(Configuration Console)的使用與設置
1) 配置控制臺(Configuration Console)是組態設置和診斷的核心工具,用于PC硬件組件和PC應用程序的組態和診斷。
2) 正確完成PC站的硬件組態后,打開配置控制臺(start?simatic?simatic net?Configuration console),可以看到CP5613的模式已從PG mode切換到Configuration mode,插槽號(Index)也自動指向3。如圖8。
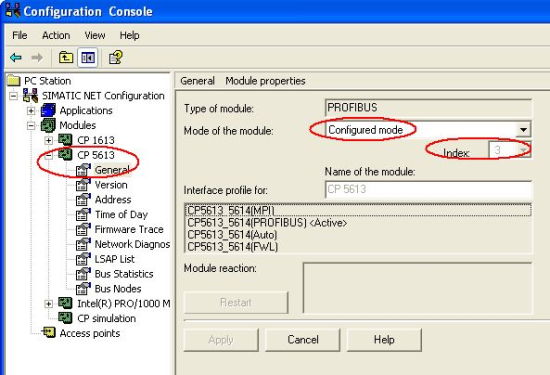
圖8 配置控制臺(Configuration Console)
 |
 |