 化工儀器網
化工儀器網










詳細介紹
西門子6SL3120-1TE24-5AA0
6SL3120-1TE24-5AA0
SINAMICS 單電機模塊 輸入:600V DC 輸出:3AC 400V,45A 內部風冷 包含 DRIVE-CLiQ 電纜 未通過 UL 認證
西門子為玻璃工業客戶提供全廠級自動化解決方案—— 西門子玻璃工業日

2012年4月1日,西門子工業于第23屆中國玻璃工業技術展覽會(China Glass 2012)期間在上海成功舉辦了“西門子玻璃工業日”。提出了玻璃工業全廠級自動化解決方案PWA(Plant Wide Automation),幫助企業淘汰落后產能,實現產業優化。
與會專家從中國玻璃工業的現狀及趨勢談起,分析了當前玻璃行業客戶的需求,西門子工業領域對此提出了西門子的玻璃行業解決之道。
中國建筑玻璃與工業玻璃協會副會長張景燾分析了中國玻璃工業發展的現狀及趨勢,認為行業發展模式仍是粗放型:結構性產能過剩;產業鏈短,附加值低,深加工不足;部分關鍵工藝和裝備水平偏低;節能減排技術亟待提升。而另一方面玻璃市場需求將隨保障性住房建設需求穩步增長,與此同時國家關于‘節能減排’、‘擴大內需’以及‘經濟戰略調整’等產業政策導向和新型朝陽產業發展等均為玻璃工業帶來難得的發展機遇。
作為玻璃行業客戶代表,中國凱盛工程有限公司蚌埠分公司總經理邢寶山分享了玻璃行業廠商的真實需求,指出國內市場普通玻璃將從快速增長轉為平穩緩長,但對產品和精深加工產品將保持旺盛需求。玻璃工業企業應加快技術改造,提升工藝技術及裝備水平,以品種質量、節能減排、裝備完善、安全生產和量化融合為重點,大力推進現有生產線技術改造與升級。
而西門子(中國)有限公司流程行業部總經理李勁松博士,以及上海西門子工業自動化有限公司投標部經理韓振宇則針對這些問題介紹了西門子玻璃行業的解決方案。西門子將專業的技術方案與專業的服務相結合,提供了基于全集成自動化 (TIA) 和全集成能源管理 (TIP) 的各種產品與系統的全廠級自動化解決方案PWA (Plant Wide Automation),將玻璃制造行業自動化解決方案提升到了一個新水平。西門子工業技術研發團隊憑借*的創新型產品組合為玻璃企業量身定制解決方案,擴展到從工藝設計到自動化系統設計的每一環節,使全廠得以輕松實現高效高質,低碳節能的要求。不管是浮法玻璃、中空玻璃,還是超薄玻璃的生產,節能增效、高工藝標準貫穿了整個玻璃的生產流程。這將有效的實現玻璃生產的高效性、靈活性、安全性及低耗能。

西門子工業在同期舉辦的2012中國玻璃工業技術展覽會上以“節能增效:全廠級自動化 - 西門子玻璃行業解決之道”為理念亮相展會,通過設備及展板現場演示,向來自玻璃工業的專家和專業觀眾介紹西門子 “玻璃行業成套解決方案”, “玻璃解決方案”, “能源優化解決方案”,和“過程及分析儀表解決方案”。
1 簡單抱閘控制特點
S120抱閘控制主要分為簡單抱閘控制和擴展抱閘控制,可根據應用場合不同而靈活選用。本文主要介紹簡單抱閘控制。
S120 簡單抱閘控制的特點主要有:
? 通過順序控制自動激活
? 靜態P1227(零速P1228)檢測監控
? 強制釋放抱閘(p0855,p1215),包括有條件或無條件釋放抱閘
? 無條件關閉抱閘(p0858 = 1)
? 取消“使能速度控制器”信號后的抱閘應用(p0856 = 0)
2抱閘功能描述
“簡單抱閘控制”專門用于電機抱閘的控制。當驅動不激活時,保持抱閘用于保護驅動裝置,以免出現不希望的運動,如位能性的負載或垂直運行的負載出現的危險。
釋放和保持抱閘的觸發命令通過控制單元(CU)的DRIVE-CLiQ 傳送至電機模塊,直接把信號互連到電機模塊上并進行監控。然后電機模塊執行動作并激活保持抱閘的輸出。可在
SINAMICS S120/S150 參數手冊(功能圖2701,2704)中看到詳細的順序控制框圖。通過
參數p1215可配置抱閘控制的運行規則,圖1所示為簡單抱閘控制的順序圖。
打開抱閘的過程:
(1) 當符合啟動條件后,控制單元發出ON命令,接觸器開始閉合,設備開始預充電。完
成后,開始建立勵磁;
(2) 勵磁完成后,打開抱閘的輸出信號為1;
(3) 此處還可以通過p0855=1強迫釋放抱閘命令;
(4) 打開抱閘的輸出信號為1,r0899.12=1, 可以控制抱閘裝置。此時電機并不會立即加
速,否則會出現溜鉤的現象;
(5) 延遲時間p1216到達之后,電機立即加速,直到穩定狀態。 p1216的時間需根據現
場情況調節。
關閉抱閘的過程:
(1) 當控制單元發出OFF命令后,電機速度開始下降;
(2) 電機實際速度或設定速度小于p1226所設定的值;
(3) 延遲p1227或p1228時間后,關閉抱閘的輸出信號為1;
(4) 此處還可以通過p0858 = 1強迫輸出關閉抱閘命令;
(5) 關閉抱閘的輸出信號為1,r0899.13=1, 可以控制抱閘裝置。此時變頻器輸出電流仍
存在,否則會出現溜鉤的現象;
(6) 延遲時間p1217到達之后,變頻器脈沖封鎖,輸出電流立即降到0。 p1217的時間
需根據現場情況調節。
 西門子6SL3120-1TE24-5AA0
西門子6SL3120-1TE24-5AA0
圖1 簡單抱閘控制的順序圖
3 抱閘調試過程
如果電機模塊具有內部集成的抱閘控制并連接有抱閘裝置時,可通過設置參數p1215 = 1激活簡單抱閘控制。
如果電機模塊沒有內部集成的抱閘控制,可通過設置參數p1215 = 3激活抱閘控制,此時需要將“開閘”或/和“關閘”信號互聯到CU的輸出點上,由此輸出點來控制開抱閘。
注意:
? 簡單抱閘控制不能應用于維護性的抱閘控制,當應用抱閘控制時一定要考慮特殊
的工藝要求和機械條件以保證人員的安全。
? 當電機有抱閘裝置時,設置P1215=0,在啟動設備時將導致抱閘裝置的損壞。
? 只有書本型功率單元和模塊型功率單元有安全抱閘繼電器時,才能激活抱閘控制
監測(p1278 = 0)。
抱閘配置:
在STARTER或SCOUT調試軟件中,添加一個驅動,然后配置驅動參數。在圖2所示抱閘配置界面中,根據實際情況選擇1或者3。

圖2 選擇基本抱閘
在驅動的目錄樹下選擇“Functions”?“Brake control”,打開抱閘設置界面,如圖3所示。
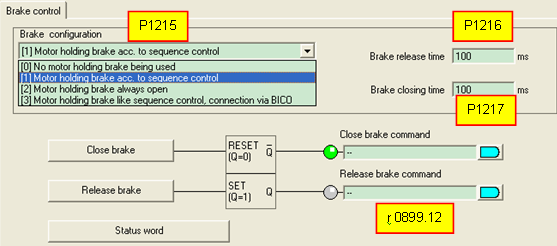
圖3 基本抱閘配置
參數設置:
對于參數p1215,可以有以下幾種設置方式:
? p1215=0,不使用報閘功能
? p1215=1,基本報閘控制模塊集成的抱閘
? p1215=2,電機報閘一直打開
? p1215=3,外部報閘控制裝置
p1216為釋放抱閘時間,p1217為關閉抱閘時間。一般地,關閉抱閘命令和釋放抱閘命令連接一個BICO參數即可,通常連接r0899.12。
關閉抱閘配置:
如圖4所示,點擊“Close brake”按鈕,進入關閉抱閘設置界面。可以設置零速檢測閾值(p1266),零速檢測監控時間(p1227)和脈沖抑制延遲時間(p1228)。
通過參數p0858設置強制關閉抱閘,可連接至一個開關量,如果此信號為1,則強制關閉抱閘。

圖4 關閉抱閘設置
釋放抱閘配置:
如圖5所示,點擊“Release brake”按鈕,進入釋放抱閘設置界面。通過參數p0855設置強制釋放抱閘,可連接至一個開關量,如果此信號為1,則強制釋放抱閘。

圖5 釋放抱閘設置
4 重要參數
列出關于抱閘控制的一些重要參數,可以根據不同應用場合進行靈活設置:
? r0056.4 勵磁完成
? r0060 CO 設定值濾波器前的速度設定值
? r0063 CO 實際值濾波后的實際速度值(伺服)
? r0063[0…2] CO 速度實際值
? r0108.14 CO 擴展抱閘控制
? p0855[C] BI 無條件釋放抱閘
? p0856 BI 速度控制器使能
? p0858 BI 無條件關閉抱閘
? r0899.12 BO 開抱閘指令
? r0899.13 BO 關抱閘指令
? p1215 電機抱閘配置
? p1216 釋放抱閘時間
? p1217 關閉抱閘時間
? p1226 零速檢測閾值
? p1227 零速檢測監視時間
? p1228 脈沖抑制延遲時間
? p1278 抱閘控制診斷評估
解決方案
SIMATIC IT生產套件將業務流程模型和一系列高度集成的功能組件相匹配。

它負責生產的管理和執行、工廠內部的進行與協調,并規范整個企業生產,使制造流程與供應鏈活動保持*且彌補業務系統(如,ERP)和控制系統的信息斷層。
SIMATIC IT生產模型用一系列內部規則進行定義,并使工廠模型可視化,這樣就可以明確各項生產操作。
SIMATIC IT組件是根據通用的MES標準ISA-95開發的功能。
他們包括產品定義管理,生產訂單管理,物料管理,工廠績效分析,關鍵績效指標(KPI)計算,整體設備效率(OEE),報告,調度,實驗室信息管理(LIMS),質量保證和產品規范管理,等。
面臨的挑戰
為了在日益激烈的競爭市場中確保盈利要求,制造商需要靈活機智的供應鏈,同步的生產流程和實時的工廠可視性。
由于在生產過程中的決定總是會影響到企業的盈利水平。企業應當統籌考慮生產指標和業務績效,以便使自身有能力適應或應對市場的變化,來增加效率、降低成本、改善客戶滿意度。
這就需要一個綜合集成式的IT基礎設施,可以控制所有的生產要素,包括物料、設備、人事、規范和程序等,并能與業務和運營系統相結合。

 化工儀器網
化工儀器網